



Küresel Grafitli Dökme Demirn Abrasif Aşınma Davranışına Normalizasyon Isıl İşleminin Etkisi
Küresel grafitli dökme demir (KGDD) malzemeler, dövme çelik ve temper dökme demir
Küresel grafitli dökme demir (KGDD) malzemeler, dövme çelik ve temper dökme demir
Bu çalışmada, ferritik küresel grafitli dökme demirin abrasif aşınma davranışına uygulanan normalleştirme ısıl işleminin ve bu işlem sırasında uygulanan östenitleme sıcaklığının etkisi araştırılmıştır. Ferritik küresel grafitli dökme demir numuneler, 850, 900 ve 950˚C’de 30 dakika östenitlenmiş ve daha sonra havada soğumaya bırakılmıştır. Dökülmüş haldeki ve normalize edilmiş küresel grafitli dökme demir numunelerin abrasif aşınma testleri, disk üzerinde pim cihazında, 10, 20 ve 30 N yük altında ve 250 μm’lık abrasif Al2O3 disk aşındırıcı ile 0.2 m s-1 kayma hızında gerçekleştirilmiştir. Abrasif disk üzerinde aşınan numuneler, aşınma yönüne dik şekilde hareket ettirilmiş, numuneler daima temiz abrasif aşındırıcıya temas etmiştir. Abrasif disk üzerinde numunelerin toplam kayma mesafesi 10m’dir. Aşınma testleri, normalizasyon ısıl işleminin ferritik küresel grafitli dökme demirin abrasif aşınma direncini arttırdığını, aynı zamanda östenitleme sıcaklığının artışı ile aşınma hızının azaldığını ortaya koymaktadır.
Anahtar Kelimeler: Abrasif aşınma, ferritik küresel grafitli dökme demir, normalizasyon
1. GİRİŞ
Küresel grafitli dökme demir (KGDD) malzemeler, dövme çelik ve temper dökme demir gibi diğer birçok metal alaşımına göre yüksek dayanım ve tokluk gibi üstün özellikleri sebebiyle günümüzde endüstrinin vazgeçilmez malzemelerinden birisidir. Ayrıca KGDD malzemeler hala 21 yüzyılda önemli bir yapı malzemesidir [1]. Bu malzemenin endüstride yaygın olarak kullanılmasının önemli sebeplerinden birisi, hem dökülmüş halde hem de ısıl işlem yapılmış şartlarda kullanıma elverişli olmasıdır [1-3]. Döküm durumu KGDD malzemelerin mekanik ve aşınma özelliklerini iyileştirmek için yaygın olarak östemperleme ısıl işlemi uygulanmaktadır. Ayrıca döküm durumda KGDD malzemelere 840-900oC aralığında normalizasyon ısıl işlemi uygulanır, böylece bu malzemelerin döküm durumunda veya tavlama ile elde edilen sertlik ve dayanımın değerleri yükseltilir. Böylece iyi aşınma direnci ile birlikte iyi işlenebilirlik kombinasyonu sağlanır [4-6]. Küresel grafitli dökme demirlerin aşınma davranışları, matris yapısı ve sertliği ile doğrudan ilişkilidir[7-14]. Döküm durumu perlitik mikroyapıya sahip KGDD, sürtünmenin ve şiddetli abrasiv aşınmanın olduğu aşınma şartlarında yeterince iyi bir aşınma direnci gösterir [7-10]. Döküm endüstrisinde yaygın olarak GG60 KGDD malzemelere normalizasyon işlemi uygulanarak GG90 sınıfı KGDD’e dönüştürülerek kullanılmaktadır. Literatürde KGDD malzemelere uygulanan normalizasyon işleminin bu malzemelerin aşınma davranışlarını inceleyen çalışmaya rastlanmamıştır. Bu nedenle, bu çalışmada döküm halinde ve normalizasyon işlemi uygulanmış durumdaki küresel grafitli dökme demirlerin abrasive aşınma davranışlarının incelenmesi amaçlanmıştır.
2. DENEYSEL ÇALIŞMALAR
Bu çalışmada 3,2 C, 2,91 Si, 0,370 Mn, 0,4 Cu, 0,024 P ve 0,018 S bileşimine sahip döküm durumu ferritik KGDD malzeme, 25mm çapındaki silindirik şekildeki maça kalıplara dökülmüştür. Deneysel çalışmada kullanılacak numuneler silindir döküm parçalardan tornalarak 6.25 mm çapında ve 50 mm uzunluğuna getirilmiştir. Ferritik KGDD numuneler 850, 900 ve 950oC de 30 dk normalize edilmiş ve daha sonra havada soğumaya bırakılmıştır.
Aşınma deneylerinden önce aşınma numunelerinden kesilmiş olan mikroyapı numunelerine standart metalografik işlem uygulanmıştır [9–14]. 2 nital ile dağlanmış numunelerin mikroyapısının incelenmesi Olympus marka optik mikroskopta yapılmış, görüntüler CCD kamera ve software programı aracılığıyla bilgisayara aktarılmıştır
Sertlik testleri, mikroyapı çalışmalarında kullanılan numuneler üzerinde Instron Wolpert marka cihaz ile ve 5 kg yük altında Vickers sertlik değeri cinsinden ölçülmüştür. Her bir numune için 5 sertlik testi yapılmış ve değerlerin ortalaması alınmıştır.
Aşınma testleri iki gövdeli disk üzerinde pim cihazında [9-14], 10, 20 ve 30 N yük altında ve 0.2 m s-1 kayma hızında ve 250 μm’lık abrasif Al2O3 disk aşındırıcı ile gerçekleştirilmiştir. Abrasif disk üzerinde aşınan numuneler, aşınma yönüne dik şekilde hareket ettirilmiş, numuneler daima temiz (fresh) abrasif aşındırıcıya temas etmiştir. Abrasif disk üzerinde numunelerin toplam kayma mesafesi 10 m’dir. Aşınma hızı ağırlık kaybı tekniğiyle hesaplanmıştır [10]. Her bir numunenin ağırlığı 0.1 mg hassasiyetindeki elektronik terazide tartılmıştır Aşınma testinden önce ve sonra numuneler etil alkol ile temizlenmiş ve sıcak hava ile kurutulmuştur. Aşınma deneylerinden önce 1000 grit SiC zımpara üzerinde test numunelerinin yüzeyleri zımparalanarak bütün aşınma testlerinde aynı yüzey kalitesi elde edilmiştir. Her numune en az iki teste tabi tutulmuş ve elde edilen değerlerin ortalaması alınmıştır.
3. DENEYSEL SONUÇLAR VE TARTIŞMA
İncelenen KGDD numunelerin mikroyapıları Şekil 1’de verilmiştir. Döküm durumu küresel grafitli dökme demir malzeme, grafitler ve geri kalan bölgede ise ferritin yer aldığı tipik ferritik matris yapısına sahiptir (Şekil 1 a). Şekil 1(b,c,d)’den görüldüğü gibi 850, 900 ve 950oC’de 30 dk östenitlenen ve daha sonra havada soğutulan numunelerin mikroyapısının ince perlitten oluştuğu görülmektedir. Normalizasyon ısıl işlemi ile ince perlitik matris elde edilir [4-6]. Östenitleme sıcaklığına bağlı olarak numunelerin sertlik değişimleri Tablo 1’de verilmiştir. Çizelge 1’den görüldüğü gibi normalizasyon sıcaklığının artmasıyla birlikte numunelerin sertlikleri artmaktadır. KGDD malzemelere normalizasyon ısıl işleminin uygulanmasıyla bu malzemelerin döküm durumunda veya tavlama ile elde edilen sertlik ve dayanımın değerleri yükseltilir [4-6].
Tablo 1. İncelenene KGDD numunelerin kütlesel sertlikleri
Sertlik
(HV5) Döküm Durumu Ferritik 850oC 900oC 950oC
188 256.7 287.6 330.4
İncelenen numunelerin abrasiv aşınma testlerinden elde edilen aşınma hızları Şekil 2’de verilmiştir. Şekilden görüldüğü gibi uygulanan normalizasyon şartlarına ve yüke bağlı olarak numunelerin aşınma hızları farklılık göstermektedir. Normalizasyon sıcaklığının 850oC’den 900oC ve 950oC’e yükselmesiyle birlikte numunelerin aşınma hızı azalmaktadır. Bununla birlikte genel eğilim olarak uygulanan deney yükünün artmasıyla birlikte tüm numunelerin aşınma hızları artmaktadır. Döküm durumu ferritik numune ile normalizasyon uygulanmış numunelerin aşınma hızları kıyaslandığında: 10 ve 20 N’luk deney yüklerinde döküm durumu ferritik numune ile 850oC’de normalize edilmiş numune benzer aşınma hızı davranışı sergilerken, deney yükü 30 N’a çıkarıldığında 850oC’de normalize edilen numunenin aşınma hızı döküm durumu ferritik numuneye göre 169, 900oC’de normalize edilen numuneninki 207 ve 950oC’de normalize edilmiş numuneninki 1100 azalmıştır. Bunun yanı sıra uygulanan tüm deney yükleri için 950oC’de normalizasyon uygulanan numune en az aşınma hızına sahiptir (Şekil 1).
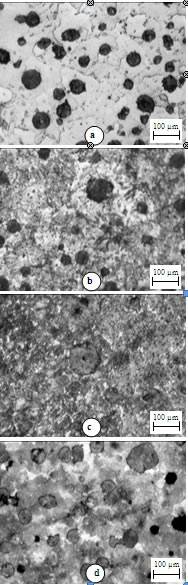
Şekil 1. (a) Döküm durumu Ferritik, (b) 850oC, (c) 900oC ve (d) 950oC’de 30 dk normalize edilmiş KGDD numunelerin mikroyapısı
Numunelerin aşınma hızları arasında farklılıklar numunelerin sertlikleriyle ilişkili olduğu düşünülmektedir. Diğer bir şekilde numunelerin sertliklerinin artmasıyla birlikte özellikle yüksek deney yüklerinde aşınma hızları arasındaki fark artmaktadır veya sertliği yüksek olan malzemeler sertliği düşük olan malzemelere göre daha az aşınır (Tablo 1 ve Şekil 2). Bu sonuç abrasif aşınmada malzemenin sertliğinin en etkili parametre olduğunu belirten literatür çalışmaları ile [13,15,16] ve KGDD malzemenin matris sertliğinin artmasıyla birlikte aşınma kaybının azaldığını belirten çalışmalarla [17,18] uyumludur.
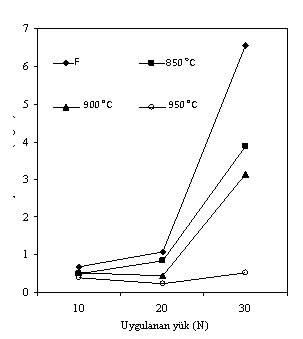
Şekil 2. Döküm durumu ferritik ve normalizasyon uygulanmış KGDD numunelerin aşınma hızının uygulanan yük ile değişimi
Aşınma deneyleri sonucu incelenen KGDD malzemelerin aşınma yüzey görünümleri Şekil 3’de verilmiştir. İncelenen numunelerin aşınma yüzeylerinde genelde kazımalı tip aşınma görünümü tespit edilmiştir. Aşınma yüzeyleri kıyaslandığında daha düşük sertliğe ve yüksek aşınma hızına sahip döküm durumu ferritik numunenin daha fazla deformasyona uğradığı görülmektedir (Şekil 3a). Ayrıca döküm durumu ferritik numunenin aşınma yüzeyinde bölgesel oyuklaşmaların bulunduğu, normalize işlemiyle birlikte oyuklaşmanın azaldığı dikkat çekmektedir. 900oC’de normalize edilen numune de 950oC’de normalize edilmiş numuneye göre daha kalın ve derin aşınma izleri oluşmuştur. Buna ilaveten 900 ve 950oC’de normalize edilen numunelerde aşınma yönüne paralel sürekli kanalların bulunduğu dikkat çekmektedir (Şekil 3c ve d). Numunelerin sertliklerinin artışına paralel aşınma izlerinin inceldiği görülmektedir (Tablo 1 ve Şekil 3d ). Ayrıca sertlik artışla birlikte aşınma yüzeylerinde bölgesel oyuklaşma azalmıştır.
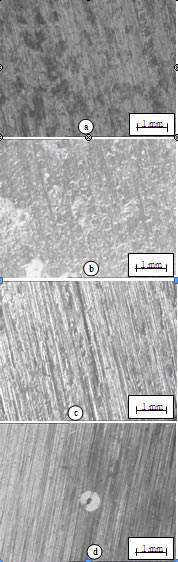
Şekil 3 . Şekil 1. (a) Döküm durumu Ferritik, (b) 850oC, (c) 900oC ve (d) 950oC’de 30 dk normalize edilmiş KGDD numunelerin aşınma yüzey görüntüleri
4. SONUÇLAR
1. Normalizasyon ısıl işlemi ile ince perlitik matrisli KGDD malzeme elde edilmiştir.
2. Normalizasyon sıcaklığının 850oC’den 900 ve 950oC’e yükselmesiyle KGDD numunelerin sertlikleri artmıştır.
3. Normalizasyon sıcaklığının 850oC’den 900 ve 950oC’e yükselmesiyle normalize edilmiş tüm numunelerin aşınma hızları azalmıştır. Aşınma testleri, uygulanan deney yükünün artışına bağlı olarak numunelerin aşınma hızlarının arttığını ortaya koymaktadır.
4. Normalizasyon ısıl işleminin ferritik küresel grafitli dökme demirin abrasif aşınma direncini arttırdığını, aynı zamanda östenitleme sıcaklığının artışı ile aşınma hızının azaldığını ortaya koymaktadır
Teşekkür
Bu çalışma, 07/2003-32 nolu Gazi Üniversitesi Bilimsel Araştırma Projeleri kapsamında desteklenmektedir.
5. KAYNAKLAR
1. N. Fatahalla, O. Husein, S. Bahi, “Metallurgical parameters, mechanical properties and machinability of ductile cast iron” Journal of Materials Science, 31, 1996, s.5772-5772
2.,J.F. Janowak, R.B., Gundlach, “Development of a ductile iron for commercial austempering” AFS Transactions, 83-54,1983, s.377-388
3. Walton, C.F., “Mechanical properties of ductile iron” Iron castings Handbook, Iron Castings Society Inc., 1981, s.323-376
4. G.M., Goodrich, “Heat treatment of iron castings” Iron castings engineering handbook, AFS, Prited in the United States of America, 2003, s.271-298
5. C.F., Walton, “Heat treatment of iron castings” Iron castings handbook, Iron Castings Society Inc., 1981, s.533-596
6. R. Elliot, “Cast ıron technology” Butterworth Co .Ltd., London, 1988 s.126-155
7. J.M., Velez, D.K., Tanaka, A., Sinatora, T. Schiptschin, “Evaluation of abrasive wear of ductile cast iron in a single pass pendulum device” Wear, 251, 2001, s.1315-1319
8. L., Şenel, M., Çetin, F., Gül, “Evaluation of dry sliding wear of ductile iron with different matrix microstructures” 3th International Advanced Technologies Symposium, August 18-20, Ankara, 2003, s.154-166,
9. M. Çetin, F., Gül, “Alaşımlı ve alaşımsız östemperlenmiş küresel grafitli dökme demirin abrasif aşınma davranışına aşındırıcı parçacık boyutu ve östemperleme süresinin etkisi” 12. Uluslararası Metalurji ve Malzeme Kongresi, 28 Eylül-02 Ekim, İstanbul/Türkiye, 2005, s.2109-2116
10. M., Çetin, F., Gül, “Östemperlenmiş Küresel Grafitli Dökme Demirin Abrasiv Aşınma Davranışına Östemperleme İşleminde Soğutmanın Etkisi” G.Ü. Mühendislik-Mimarlık Fakültesi Dergisi, 21(2), 2006, s.359-366
11. M., Çetin, F., Gül, “Alaşımsız Östemperlenmiş Küresel Grafitli Dökme Demirin Kuru Kayma Aşınma Davranışına Östenitleme Süresinin Etkisi” 12. Uluslararası Metalurji ve Malzeme Kongresi ve Fuarı, 28 Eylül-02 Ekim, İstanbul/Türkiye, 2005, s.1085-1093
12. M., Çetin, F., Gül, “Alaşımsız Östemperlenmiş Küresel Grafitli Dökme Demirin Abrasif Aşınma Davranışına Östemperleme Süresinin Etkisi” 1. Uluslararası Mesleki ve Teknik Eğitim Teknolojileri Kongresi, 5-7 Eylül, İstanbul /Türkiye, Bildiri Kitabı Cilt-III, 2005, s.1373-1378
13. M., Çetin, F., Gül, “Alaşımsız Östemperlenmiş Küresel Grafitli Dökme Demirin Abrasif Aşınma Davranışına Aşındırıcı Parçacık Boyutu ve Östenitleme Süresinin Etkisi” 4th International Advanced Technologies Symposium, September 28-30, Konya/Türkiye, 2005, s. 908-913
14. M., Çetin, F., Gül, “Alaşımsız Östemperlenmiş Küresel Grafitli Dökme Demirin Abrasif Aşınma Davranışına Östenitleme Sıcaklık ve Süresinin Etkisi”, 11. Uluslararası Denizli Malzeme Sempozyumu, 19-21 Nisan, Denizli/Türkiye, 2006, s. 86-92
15. I..M., Hutchings, “Tribology: Friction and Wear of Engineering Materials” CRC Press, London,1992
16. B., Bhusman, “Principles and Applications of Tribology” John Wiley Sons,1999
17. J., Zimba, M., Samandi, D., Yu, TY., Chandra, E., Navara, D.J., Simbi, “Un-lubricated sliding wear performance of unalloyed austempered ductile iron,under high contact stresess” Materials Desing, 25(5), 2004, s.431-438
18. Z-L., Lu, Y-X., Zhou, Q-C., Rao, Z-H., Jin, “An investigation of the abrasive wear behevior of ductile cast iron” Journal of Materials Processing Technology, 116, 2002, s.176-183
6. ÖZGEÇMİŞ
Öğr.Gör. Dr. Melik ÇETİN
Yüksek Lisans ve Doktora çalışmalarını Gazi Üniversitesi Fen Bilimleri Enstitüsünde tamamladı. Halen Karabük Üniversitesi Teknik Eğitim Fakültesi Metal Eğitim Bölümü’ünde çalışmaktadır. Ulusal ve uluslar arası dergi ve sempozyumlarda yayınlanmış yayınları vardır.
Doç.Dr.Ferhat GÜL
Gazi Üniversitesi Teknik Eğitim Fakültesi Metal Eğitim Bölümü Öğretim üyesidir. Çok sayıda ulusal ve uluslar arası dergi ve sempozyumlarda yayınlanmış yayınları vardır.
. . .
İçerik sadece atıfta bulunularak yayınlanabilir: Demir Çelik Store. Editöryal görüş, yazarın görüşüne aykırı olabilir.







